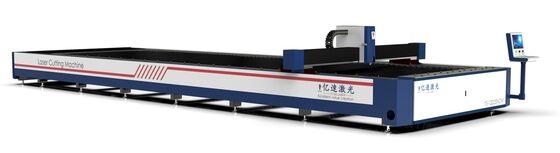
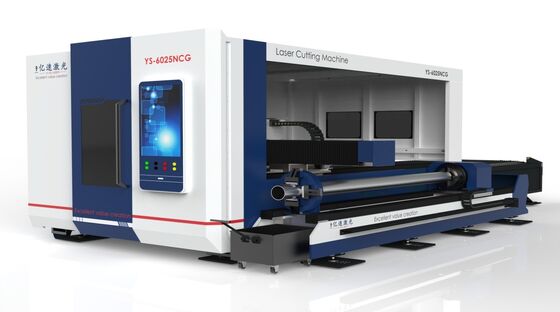
플라즈마 절단 기계, HSD130 절단 기계, 방패 220532
상하이 조보 웰딩 & 절단 기술 회사는 플라즈마 절단 용품의 전문 제조업체입니다, 우리의 회사는 상하이 시에 위치하고 있습니다, 중국, 그것은 2007 년에 설립되었습니다,하지만 우리는이 분야에서 10 년의 제조 경험을했습니다., 새로운 공장은 10000 평방 미터 이상의 면적을 차지합니다. 50-100 명의 노동자와 20 명의 연구 엔지니어가 있습니다.
FAQ:
Q1: 나는 품질을 확인하기 위해 무료 샘플을 얻을 수 있습니까?
A: 물론, 우리는 무료 샘플을 공급할 수 있지만 당신은 직접 익스프레스 비용을 부담해야합니다.
Q2: 운송 요금을 지불 할 수 있습니까?
A: 네, 당신은 익스프레스 요금을 지불하거나 당신의 계좌는 괜찮습니다.
Q3: 제 제품에 상표를 추가할 수 있나요?
A: 네, 허가증이 필요합니다.

| 기계 |
HEC NO. |
안 됩니다 |
설명 |
|
HSD 130
|
H03528 |
220528 |
전극, (공기) 45/ (산소) 50Amp |
| H02487 |
220487 |
전극, (공기) 130/ (산소) 130Amp |
| H03415 |
220415 |
전극,130Amp (N2,H35) |
| H73529 |
220529 |
회전 반지, (공기) 45/ (산소) 50Amp |
| H72488 |
220488 |
회전 반지, (공기) 130/ (산소) 130Amp |
| H13525 |
220525 |
노즐, 45Amp (공기) |
| H13530 |
220530 |
노즐, 50Amp (산소) |
| H13492 |
220492 |
노즐, 130Amp (공기) |
| H13489 |
220489 |
노즐, 130Amp (산소) |
| H13535 |
220535 |
노즐, 130Amp (N2,H35) |
| H33578 |
220578 |
유지 제한 45/50/130Amp (공기,산소) |
| H33534 |
220534 |
유지 제한 45/130Amp (N2 및 F5,H35) |
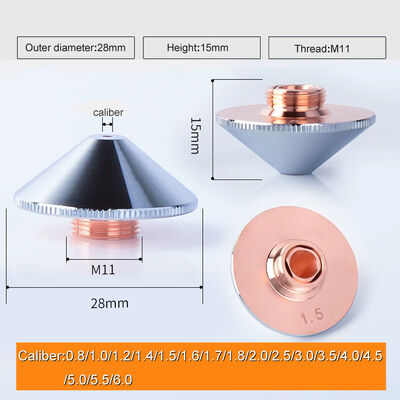
| H23532 |
220532 |
방패, 공기, 산소, 50Amp |
| H22536 |
220536 |
방패, 130Amp (공기) |
| H22491 |
220491 |
방패, 130Amp (산소) |
| H03415 |
220415 |
전극,130Amp (N2,H35) |
| H03535 |
220535 |
노즐, 130Amp (N2,H35) |
| H33534 |
220534 |
유지 제한 45/130Amp (N2 및 F5,H35) |
기술 지원:
A
플라즈마 절단 기계 문제 주의를 필요로
CNC 플라즈마 절단 기계의 절단 매개 변수의 선택은 절단 품질, 절단 속도 및 효율성에 매우 중요합니다.고품질의 빠른 절단을위한 CNC 플라즈마 기계의 올바른 사용, 절단 프로세스 매개 변수를 깊이 이해하고 마스터해야합니다.
1, 절단 전류: 가장 중요한 절단 과정 매개 변수, 직접 절단 두께와 속도를 결정, 즉 절단 능력. 효과: 1, 절단 전류 증가,활의 에너지 증가, 절단 능력, 절단 속도가 증가합니다; 2, 절단 전류 증가, 변동 활의 직경을 증가, 거친 절단 폭을 만듭니다; 3,노즐에 전류 대사를 잘라 열 부하를 증가, 노즐의 조기 손상을, 자연적인 쇠퇴의 절단 품질, 심지어 정상 절단 할 수 없습니다.따라서 절단 전류와 대응 노즐은 절단 전에 재료의 두께에 따라 선택해야합니다.
2, 절단 속도: 장비를 기준으로 가장 좋은 절단 속도 범위 선택 또는 테스트 물질의 두께, 다른 재료, 높은 녹는점을 결정,열전도성, 녹음 표면 긴장 및 기타 요인, 절단 속도는 또한 그에 따른 변화입니다. 주요 성능: 1, 절단 속도는 절단 품질을 향상시키기 위해 개선 될 수 있습니다, 즉 약간 좁은 절단,절단 표면이 더 부드럽다, 그리고 변형을 줄일 수 있습니다. 2, 절단 속도가 너무 빠르면 절단 라인 에너지가 필요한 값보다 낮습니다.제트에서 절단 바늘은 빠르게 녹아 갈 수 없습니다 절단 녹는 즉시 불어서 더 큰 견제 형성3, 절단 속도가 너무 낮기 때문에 절단 플라즈마 활 안도이기 때문에,활의 안정성을 유지하기 위해, 아노드 스팟 또는 아노드 지역은 최근 도공 절단 톱니에서 선도 전류 장소 근처에 발견, 동시에 방사성 제트로 더 많은 열을 전달해야, 그래서 절개가 넓어졌습니다,바닥 플랜지에서 녹은 재료의 두쪽 각도에서 집적 및 응고, 형태는 찌꺼기가 매달리는 청소가 쉽지 않습니다, 과다 가열과 녹음 및 필레의 형성에 의한 절단 경치.도는 심지어 밖으로 넣어그것은 좋은 절단 품질과 절단 속도 분리 할 수 없다는 것을 볼 수 있습니다.

 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다!